

Meios filtrantes personalizados para fluido óleo e soluções para evitar verniz
Por Cristiane Rubim
Edição Nº 128 - Maio/Junho 2024 - Ano 23
Dá gosto de ver a vontade e a agilidade dos fabricantes em resolver de qualquer maneira os problemas que surgem em relação aos equipamentos e às máquinas dos clientes. Impressiona a prontidão em oferecer meios filtrantes que trabalham com fluidos à base
Dá gosto de ver a vontade e a agilidade dos fabricantes em resolver de qualquer maneira os problemas que surgem em relação aos equipamentos e às máquinas dos clientes. Impressiona a prontidão em oferecer meios filtrantes que trabalham com fluidos à base de óleo, além de outros, personalizados para as aplicações e cada vez melhores. A UFI, por exemplo, desenvolveu em seus três Centros de Pesquisa e Desenvolvimento meios filtrantes feitos sob medida com base nas denominadas pela empresa FórmulasUFI.
Enquanto a Purilub buscou uma solução no exterior do País para resolver formação de verniz em máquinas e equipamentos. Este problema é novo para os clientes, que ainda não se conscientizaram que precisam fazer prevenção e realizar análises periódicas. A degradação do óleo e a formação de verniz tornaram-se fatores importantes para levar em conta. Os fabricantes foram rápidos e desenvolveram também óleos sintéticos à prova de formação de verniz, que são caros, mas garantem operação limpa e segura dos compressores.
Proteção
Para garantir a máxima performance dos sistemas e protegê-los contra danos precoces, é preciso analisar as características da aplicação para escolher o meio filtrante. “O tipo de óleo, a eficiência de filtração e a restrição máxima que o sistema suporta precisam ser avaliados na hora de escolher o melhor meio filtrante a ser utilizado” – orienta a equipe técnica da UFI Filters.
Os sistemas de filtragem absoluta óleo ou nominal retêm partículas de diferentes tamanhos. “São comuns filtros para retenção de particulados sólidos, oriundos de desgaste ou do meio, e filtros para retenção de umidade. Todos seguem mais ou menos o mesmo princípio, com maior ou menor eficiência, medida por testes de laboratório definidos pela norma ISO” – diz Sérgio Monteiro, sócio-diretor da Purilub.
Produto
Segundo os técnicos da UFI Filters, os principais problemas que ocorrem com os meios filtrantes decorrem de aplicação inadequada ou não prevista durante a etapa de desenvolvimento do produto:
• Alta restrição à passagem do fluido;
• Baixa eficiência de filtração resulta em passagem de contaminantes através do filtro e, consequentemente, danos ao sistema;
• Fim de vida precoce devido à escolha inadequada da eficiência e erro no cálculo de vida do filtro.
Combinação
Os materiais dos meios filtrantes atuam para assegurar o melhor desempenho. “Os materiais podem ser à base de celulose, micro ou nanofibras sintéticas e/ou de vidro. A combinação desses meios filtrantes garante a evolução da performance. Podem ser fornecidos em diferentes tamanhos conforme a necessidade de aplicação dos clientes”, afirma a equipe UFI Filters.
Os tamanhos de partículas que esses meios filtrantes retêm. “Dependendo da aplicação e da combinação dos meios filtrantes, podem ser retidas partículas de 4µm com eficiência de mais de 99,9%” – apontam os técnicos da empresa.
Fórmulas
A UFI Filters dispõe de meios filtrantes de alta performance para fluidos diesel, óleo motor, sistemas hidráulicos e de transmissão. Em seus três Centros de Pesquisa e Desenvolvimento, a empresa desenvolve meios filtrantes sob medida para as aplicações dos clientes baseados em seus seis tipos de FormulaUFI. Cada uma delas foi desenvolvida para diferentes tipos de aplicação. Com exceção da Extrema, voltada para filtração de ar, todas as outras são aplicadas para fluidos à base de óleo.
A StratiFlex, uma das fórmulas mais revolucionárias do Grupo UFI, combina diferentes camadas: celulose, fibras de vidro e barreiras hidrofóbicas, sendo usada para filtro de combustível. Segundo o time técnico da empresa, combinar os diferentes materiais personaliza, garante eficiência de filtração única e alto desempenho.
Vantagens das outras FormulaUFI para filtração de fluidos à base de óleo:
A UFI.Micron é usada em geração de energia eólica, aplicações industriais e automotivas. Fabricada com fibras de vidro, às vezes, misturadas com fibras sintéticas, maximiza a vida útil e a eficiência de filtração e reduz a queda de pressão do filtro. Mesmo em condições adversas, mantém alta estabilidade química. Fica estável em contato com água ou combustíveis e tratamentos oleofóbicos fazem parte para separar ar/óleo quando solicitado.
Construída em aço inoxidável e compatível com diferentes fluidos, a UFI.Web é usada nos filtros de transmissão automática e de pressão. Resiste a altas temperaturas e tem baixa queda de pressão mesmo sob grande fluxo.
A UFI.H2O é usada para filtros de combustível e aplicações hidráulicas. Produzida em fibras de celulose, sintéticas ou de vidro que maximizam a eficiência do filtro em até 99,5% e melhoram sua capacidade de retenção de sujeira. Tem alto desempenho de separação de água quando combinada com outras camadas Stratiflex Fuel. Acoplada com meltblown, aumenta a vida útil do filtro.
UFI.Cell para módulos de filtro óleo e baseada em fibras de celulose misturadas com sintéticas ou de vidro maximiza a vida útil do filtro e reduz a queda de pressão. A eficiência do filtro é definida pelo grau de mistura de celulose e outras fibras.
Causa-máter
Sistemas Hidráulicos foi disciplina introduzida nas escolas de Engenharia em 1980, preocupada mais com potência, automação, equipamentos de eficiência melhor e menos com o óleo hidráulico. “A maioria dos cursos trata os filtros como acessórios e não como dispositivos vitais para preservar o óleo e o equipamento. Por muito tempo, os próprios fabricantes tratavam os sistemas como acessórios” – menciona Monteiro, da Purilub.
Cursos são mais voltados para rolamentos e engrenagens. “As escolas de Engenharia não dedicam nem uma aula sequer para analisar a qualidade e as características desejadas dos lubrificantes” – afirma Sérgio Monteiro.
No Brasil, na década de 1990, com a proibição da queimada para colheita de cana de açúcar, as colhedoras precisaram de maior de potência para corte e separação das folhas verdes. “O nível de falhas ficou crítico, havendo de duas a três quebras graves de equipamentos hidráulicos durante a safra. Estudos revelaram que a causa-máter era a contaminação do óleo hidráulico” – relata Monteiro.
Até meados da década de 2010, a filtração absoluta era o que havia de mais moderno em processos para purificação de lubrificantes. Entretanto, com o aumento da pressão de trabalho de sistemas hidráulicos e de vapor de alimentação de turbomáquinas, surgiu este problema da formação de verniz nos óleos lubrificantes e hidráulicos.
Prevenção de verniz
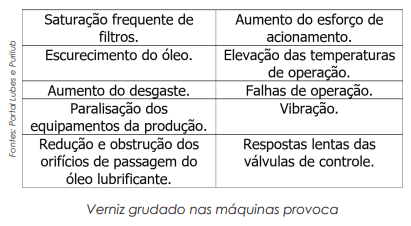
Os lubrificantes passam por degeneração e acidificação e formam o verniz que gruda nos componentes das turbomáquinas e sistemas hidráulicos. Esta deposição constante, sem controle e ações corretivas, ocasiona problemas operacionais dos mais variados em turbinas e máquinas, como paradas de produção e quebras graves. É preciso corrigir a acidez, remover precursores e impedir a formação de verniz.
A média de duração do lubrificante é de 25% a 50% de sua vida útil. É importante administrar a degeneração do lubrificante para impedir seu envelhecimento. O que não faz parte da composição do óleo é contaminante. E os contaminantes solúveis e insolúveis nos óleos lubrificantes e hidráulicos aceleram a degradação do óleo, estando sólidos, líquidos ou gasosos, provocando acidez, corrosão, lodo, borra etc.
• Contaminantes solúveis aumentam a viscosidade;
• Contaminantes insolúveis formam película e aderem às superfícies internas.
Os materiais insolúveis do óleo lubrificante grudam nos componentes das máquinas e formam camada grossa de resíduos. A oxidação, reação entre óleo e oxigênio do ar, causa o verniz. O verniz precisa ser removido enquanto solúvel para evitar o aumento de sua concentração. Para removê-lo ainda solúvel, devem-se aplicar filtros que removam o verniz numa taxa maior que a taxa de sua formação. Se houver verniz insolúvel aderido às superfícies, a redução de sua presença é pequena. Segundo a Purilub, para detectar a presença de verniz:
• Monitorar a quantidade de partículas, de água, da temperatura e do TAN aliado ao teste MPC, que permitem inferir se há formação de verniz;
• O Colorímetro de Membrana (MPC) gradua a coloração na membrana.
A Purilub buscou no exterior e trouxe ao Brasil tecnologia canadense de purificação de óleo que age na causa-raiz da degeneração de óleo. “Atua na correção da acidez do óleo, aumentando sua vida útil e evitando sua degeneração e formação e depósitos de verniz nos equipamentos” – revela Monteiro.
Age na causa-raiz
Em 2023, a Purilub formou, então, joint venture com a EPT CleanOil canadense, especialista em mitigar as causas-raízes da formação de verniz e detentora da tecnologia de resina iônica. O Total Acid Number indicou que diminuiu de 0,4 para 0,15 mgKOH/g, eliminando os materiais oxidativos precursores da formação de verniz. O TAN é indicador de prevenção de falhas mecânicas em manutenção preditiva e, em química, retrata a quantia de substância alcalina, em mgKOH/g, necessária para neutralizar os ácidos presentes no óleo da oxidação ocorrida na operação do equipamento ou de contaminação. A formação de verniz, oriunda da degradação do lubrificante, chega a parar o equipamento ou causar falhas significativas.
Vários fatores contribuem para formar ácidos no óleo lubrificante, entre eles:
• Operação em temperaturas elevadas;
• Variações frequentes da temperatura;
• Presença de ar, água ou umidade;
• Presença de metais de desgaste que catalisam a oxidação, como o cobre.
Fonte: Purilub.
Nos motores diesel, enxofre no combustível induz formar ácido sulfúrico, que segue para o cárter e contamina o lubrificante. Nos compressores de refrigeração, o lubrificante se mistura ao gás refrigerante clorado/fluorado, que, na presença de ar e umidade, reage e produz os ácidos clorídrico e fluorídrico.
Mudou até a norma
Segundo Monteiro, esta tecnologia fez algumas constatações sobre a degeneração dos óleos que obrigou a norma ASTM a mudar a descrição e a definição do problema. “A norma ASTM-D-7843, em sua última edição de 2021, alterou a descrição de verniz, após constatação de que as reações que se sucedem ao primeiro estágio são todas físicas e reversíveis. Constatou-se a solubilização e a remoção do verniz que se encontrava depositado sem precisar de reagentes químicos nem descarte do óleo” – afirma o sócio-diretor da Purilub.
A metodologia remove verniz que reduz o tempo de parada devido à maior demulsibilidade e estabilidade oxidativa. Há alguns anos, a Purilub desenvolveu metodologia com uso de reagente tóxico que dissolve todo o verniz depositado nos sistemas, realizando a descontaminação total.
Formação
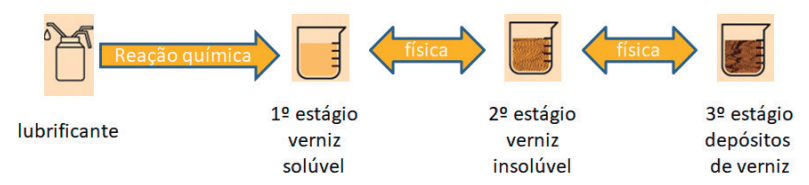
Acreditava-se o verniz se formava quando ocorria a degeneração do lubrificante exposto a estresse muito grande. “Não havia o que ser feito, o verniz sempre foi tratado como contaminante que tinha que ser removido por decapagem. Sempre que há reação química é irreversível. Nos últimos anos, depois de vários cursos e tecnologias, vimos que o processo de formação de verniz se divide em duas fases” – conta Sérgio Monteiro, que explica as duas fases:
• A primeira fase é química e irreversível;
• A segunda fase é física e reversível: vai do início da formação do verniz até a formação de encrustados, borras e depósitos.
Diagrama exibe como ocorre a formação do verniz
Filtração Nominal retira Partículas de Grandes Dimensões
X
Filtração Absoluta assegura Grau de Pureza
Além da filtração absoluta,
Equipamentos mais modernos necessitam remover verniz.
A reação química é consequência da quebra da cadeia do hidrocarboneto base dos óleos, que assume condição iônica e busca equilíbrio, ligando-se ao oxigênio. Começa a oxidação do óleo e a geração de materiais oxidativos, formando verniz solúvel. Suas dimensões diminutas são impossíveis de reter em filtros hidráulicos convencionais, nominais ou absolutos. O processo segue e iniciam-se a saturação e a ligação iônica entre as moléculas, aumentando suas dimensões, ainda menores que 2 micra. Causam o escurecimento do óleo e no estágio final de saturação, por serem moléculas iônicas, depositam-se nas superfícies ferrosas e metálicas.
Estratégias
Resina iônica é um composto químico, não um filtro, que atua no primeiro estágio. Absorverá materiais oxidativos cujas dimensões são inferiores a 1 micron, impedindo sua saturação e continuidade. Diminui a acidez do óleo (envelhecimento) e corrige a demulsibilidade.
Filtros absolutos de profundidade atuam no segundo estágio. Contudo, não impedem que resíduos continuem a se formar e a se depositar por mais alta que seja sua eficiência de filtragem. Reduz a velocidade de formação de depósitos, mas não os elimina e não corrige acidez nem demulsibilidade do óleo.
Aglomeração por Cargas Balanceadas (BCA) As partículas de verniz são menores que 2 micra e sua retenção por filtros absolutos é pequena. A metodologia divide o fluxo de óleo, induz cargas elétricas a cada parte e provoca atração magnética entre as partículas, aumentando suas dimensões para melhorar a eficiência de filtragem. Assim, como os filtros de profundidade, esta estratégia diminui a velocidade de formação de depósitos, mas não os elimina.
A Purilub vem atuando com a tecnologia para verniz no Brasil. “Já estamos oferecendo a tecnologia para alguns clientes com grande sucesso para remoção de verniz e prevenção da formação de verniz sem ter que parar o funcionamento dos equipamentos. Imagine um turbogerador poder trabalhar 10 anos ininterrupto e depois desses 10 anos continuar trabalhando com o mesmo lubrificante e sem formar verniz?” – indaga Monteiro.
Contatos
UFI Filters: www.ufifilters.com
Purilub: www.purilub.com.br
Referências bibliográficas



