

Estudo de caso: Laboratório de manipulação celular
Por J. Fernando B. Britto
Edição Nº 133 - Março/Abril 2025 - Ano 23
Estratégia do projeto para dimensionamento e controle de capacidade do sistema de tratamento de ar para atender a uma nova planta produtiva pertencente ao Hemocentro de Ribeirão Preto, construído em parceria com o Instituto Butantan
Estratégia do projeto para dimensionamento e controle de capacidade do sistema de tratamento de ar para atender a uma nova planta produtiva pertencente ao Hemocentro de Ribeirão Preto, construído em parceria com o Instituto Butantan, destinado à manipulação avançada de células sanguíneas humanas, bem como à produção dos vetores necessários aos processos de manipulação Car-T Cell para geração de células T quiméricas utilizadas em tratamentos oncológicos, com objetivo de oferecer tratamentos avançados através do SUS – Sistema Único de Saúde para pacientes com tumores não responsivos aos tratamentos convencionais.
A edificação possui 980 m² de áreas com graus de limpeza C e D, além de nível de biocontenção NB2, operando com 100% de ar exterior, as quais são atendidas por 14 sistemas de tratamento de ar dotados de resfriamento, desumidificação, reaquecimento, umidificação, 5 estágios de filtragem de ar na insuflação e 1 na exaustão, sendo as áreas de geração de vetores dotadas de exaustão com filtragem de troca segura.
Os air handlers são alimentados por 3 chillers com condensação à ar, dotados de recuperação de calor, havendo um boiler elétrico para compensar o sistema em períodos de baixa carga térmica de resfriamento, quando os equipamentos não oferecem recuperação de calor suficiente para atender a instalação.
1. Desenvolvimento do projeto
Iniciamos o projeto oferecendo consultoria na definição do lay out de arquitetura, aplicando conceitos BPF – Boas Práticas de Fabricação para produção farmacêutica, associados a princípios de biocontenção, dada a natureza dos processos envolvidos.
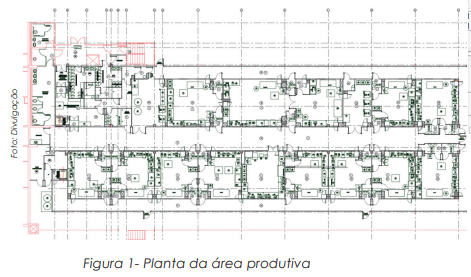
Isso nos permitiu a geração de estudo amplo, definindo o posicionamento dos pilares metálicos da estrutura de forma harmoniosa para permitir o máximo aproveitamento das áreas úteis de cada ambiente, definindo as áreas de acesso e de circulação de pessoal e insumos, bem como as áreas de egresso e expurgo, visto que os processos geram contaminantes que não podem vazar para o meio ambiente e, como foram previstos 10 laboratórios de manipulação independentes, além das áreas de manipulação de vetores (vírus e bactérias) e dos laboratórios de apoio e controle de qualidade e toda a área de utilidades.
O estudo de lay out nos permitiu conhecer a sequência das operações e obter dados sobre a termodinâmica e os riscos dos processos, que utilizam dióxido de carbono e nitrogênio durante a incubação e criogenização tanto dos vetores, quanto do produto acabado.
Com base nesse conhecimento, determinamos a carga térmica de cada sistema, tanto para as condições máximas de verão, quanto mínimas de inverno e pudemos dimensionar os air handlers e respectivos sistemas de exaustão e filtragem de ar de forma bastante padronizada, permitindo um amplo compartilhamento de componentes entre os sistemas.
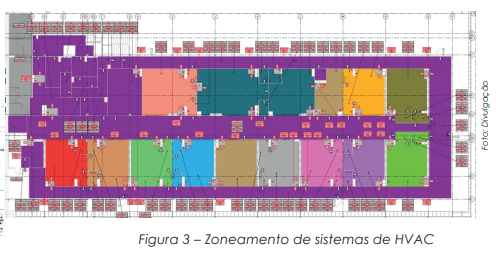
Concluído o projeto de lay out industrial, o zoneamento e dimensionamento dos sistemas de tratamento de ar e sua estratégia de controle de capacidade e manutenção dos graus de limpeza, biocontenções, gradiente de pressões e condições termoigrométricas, realizamos uma reunião junto ao cliente e aos reguladores do país (ANVISA), para discussão e aprovação preliminar do projeto, o que nos permitiu oferecer bastante segurança ao empreendimento.
2. Conceitos adotados no projeto
Em função da criticidade e riscos do processo, além da significativa demanda energética do sistema de tratamento de ar, nosso próximo desafio foi especificar equipamentos, periféricos de controle, controladores lógicos, sistemas de distribuição de ar e água gelada / quente e dispositivos de filtragem para uma fábrica localizada a 300 km dos centros de distribuição de componentes e fornecimento de mão-de-obra especializada, não apenas para a montagem inicial, mas, também, para prover manutenção ao longo de todo o ciclo de vida do projeto, além de desenvolvermos uma estratégia que minimizasse as demandas energéticas da instalação e oferecesse um MTBF - Mean Time Between Failures adequados.
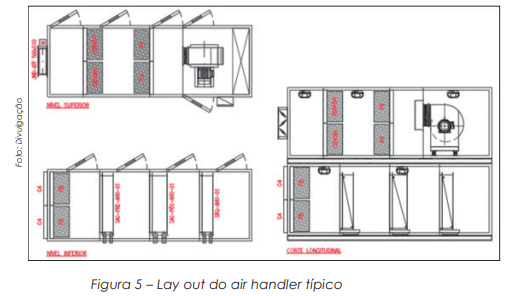
Para prover baixa necessidade de manutenção, porém, com alta manutibilidade aos sistemas, adotamos air handlers modulares de padrão industrial, de fabricação Trox®, os quais possuem gabinetes que minimizam pontes térmicas e oferecem bom isolamento térmico, além de suportarem as elevadas pressões impostas pelos vários estágios de filtragem.
Os air handlers resfriam o ar e o reaquecem (quando necessário) para prover o controle termoigrométrico adequado, visto que, por se tratar de salas limpas classificadas, a vazão de ar de insuflação excede a requerida em função da carga térmica.
De modo a proteger as serpentinas, o ar externo é pré-filtrado por mantas classe G4 (conforme NBR 1610 / Coarse conforme ISO 16890) na admissão do edifício, que é mantido em leve pressão negativa (não controlada) pela captação de ar dos air handlers, que ocorre diretamente no interior do edifício. À montante da serpentina de pré-resfriamento foram instalados módulos de pré-filtragem grossa (classe G4 conforme NBR 1610 / Coarse conforme ISO 16890) e fina (F8 conforme NBR 1610 / PM1 80 conforme ISO 16890) e instalamos irradiadores UVc a jusante das serpentinas de resfriamento e desumidificação, minimizando a formação de biofilmes na serpentina úmida e sua bandeja de coleta de condensado.
Os air handlers possuem reaquecimento do ar por meio de água quente, além de umidificadores de ar elétricos e estágios adicionais de filtragem fina (F9 / PM1 90% conforme ISO 16890) e HEPA (ISO45H, conforme ISO 29467), bem como filtragem HEPA (ISO45H) terminal em cada um dos pontos de insuflação.
Foram adotados motoventiladores de fabricação Soler Palau®, com rotores centrífugos do tipo air foil montados no interior de volutas e, para eliminarmos falhas na transmissão, adotamos rotores de simples aspiração com acoplamento direto.
Isso nos permitiu aliarmos a alta eficiência de conversão de energia propiciada pelas volutas, sem a perda de confiabilidade associada às transmissões convencionais por polias e correias.
As manipulações de microrganismos e células humanas são feitas no interior de CSBs - Cabines de Segurança Biológica classe II, tipo B2, de fabricação Esco®, as quais, juntamente com os biorreatores com processos totalmente fechados, se constituem nas barreiras primárias responsáveis pela biocontenção. As CSBs captam ar diretamente dos ambientes ISO classe 7 (conforme NBR ISO 14644-1) e sua exaustão, após ser novamente tratada por filtragem HEPA ISO45H, é conduzida por meio de dutos até exaustores dedicados, controlados através da medição da velocidade de inflow, com opção para operar por meio de vazão constante na admissão dos respectivos motoventiladores.
A captação do ar de exaustão das salas de processo (no caso, todo o ar insuflado nelas) ocorre junto ao piso, através de shafts construídos com painéis de divisórias padrão GMP, operando em paralelo com as CSBs, de forma que a descarga dos exaustores das CSBs ocorre no pleno de admissão do ar captado dos ambientes de processo, efetuando filtração HEPA adicional e utilizando exaustores secundários operando com maior vazão, em regime de escoamento constante e/ou variando em função das pressões das respectivas salas de processo, permitindo que o sistema opere sem quaisquer variações de pressão nos ambientes onde se encontram as CSBs, pois captam ar dos mesmos ambientes que suas respectivas CSBs, não importando estas estejam ligadas, desligadas ou com baixa velocidade.
E, mesmo que ocorresse falha do exaustor secundário, o ar descarregado pelas CSBs, já devidamente filtrado em dispositivos HEPA, só poderia retornar ao mesmo ambiente onde foi captado ou escoar através da filtragem HEPA secundária para ser descarregado na atmosfera.
Adotamos exaustores com a mesma configuração e fabricantes utilizados nos air handlers, porém com rotores do tipo limit load construídos com pás retas inclinadas para trás, para evitarmos acúmulo de partículas nas pás.
Para prover segurança aos colaboradores que operam os processos produtivos, todas as salas de manipulação e cultura de OGMs – Organismos Geneticamente Modificados, possuem monitoração dos níveis de oxigênio (que pode diminuir em função de vazamentos de nitrogênio) e dióxido de carbono (utilizado para promover cultura celular sob hipóxia).
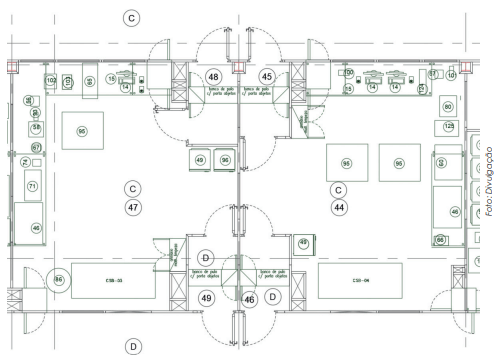
A contenção secundária ocorre por meio de vestiários e pass throughs ativos, destinados ao acesso e egresso separados de materiais e pessoas, utilizando gradientes de pressão que lhes permitem operar em formato “pia” (ou seja, com pressão interna inferior à dos ambientes à montante e jusante). O acesso ocorre através de um corredor central, designado “corredor limpo” e o egresso por meio de corredores periféricos designados como “corredor sujo”.
E, juntamente com a contenção por gradientes de pressão, foi adotada uma contenção interna por fluxo de deslocamento, promovendo a insuflação através de filtros HEPA terminais instalados na região central dos forros de cada ambiente, verticalmente com sentido descendente e em direção às aberturas dos shafts de exaustão, localizadas junto ao piso, escoando do centro dos ambientes em direção às CSBs e portas dos vestiários e pass throughs, “banhando” constantemente as vestimentas dos colaboradores e se afastando destes em direção às áreas “mais contaminadas”, no entanto, sem atingir quaisquer produtos, pois seu processamento somente ocorre no interior de equipamentos ou invólucros fechados ou sob fluxo unidirecional no interior das CSBs.
Para operar corretamente, sem causar inversões de fluxo quando qualquer uma de suas portas são abertas, é necessário que ambos os lados dos vestiários e pass throughs (operando em modo “pia”) se encontrem na mesma pressão, a qual deve ser superior à das “pias”, para que a diferença de pressão imponha um sentido de fluxo em direção a estes.
Isso significa também, que quando uma das portas for aberta, a pressão interna da “pia” será a mesma dos ambientes à montante e jusante, cessando quaisquer escoamentos promovidos pelos gradientes de pressão, o que preserva a contenção no interior das “pias” que continuam possuindo vazão de exaustão muito superior à de insuflação, de forma a absorver os escoamentos impostos pelos gradientes de pressão quando suas portas se encontram fechadas e garantindo um sentido de escoamento para o interior da “pia” quando a porta estiver aberta.
Por fim, como a vazão do sistema de exaustão também pode ser controlado pela pressão interna das salas de manipulação, foi efetuado monitoramento da abertura das portas dos vestiários e pass throughs, de forma a evitar que os exaustores de cada sistema modifiquem suas vazões em função de flutuações momentâneas devidas à abertura dessas portas e que rapidamente seriam eliminadas após seu fechamento.
3. Promovendo controle e garantindo eficiência e boa manutenção
Toda a estratégia do projeto requer uso intensivo de automação, tanto para prover monitoramento e controle das condições ambientais internas, quanto para promover manutenção preditiva e economia de energia.
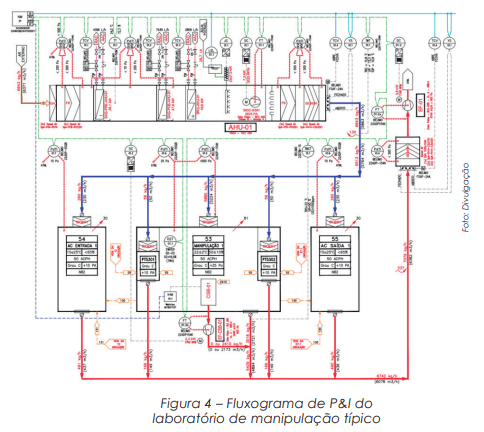
Operando com 100% de ar exterior, para garantir controle em uma ampla faixa de variação de temperatura do ar ao longo do ano, que atinge desde +8,6 ºC (inverno) até +38,0 ºC (verão) e umidade específica variando de 3,8 g/kg até 14,4 g/kg ao longo do ano, subdividimos as serpentinas de resfriamento e desumidificação em 2 estágios.
O 1º estágio opera com temperatura de saída constante, medida por um transmissor de temperatura localizado a jusante da serpentina, o qual controla a vazão de sua respectiva válvula de água gelada, efetuando pré-resfriamento até a temperatura de 24 ºC, promovendo resfriamento unicamente sensível e servindo como um “estabilizador” da condição de entrada de pós-resfriamento, durante períodos de verão e meia-estação.
O resfriamento final, que também promove a remoção de calor latente (desumidificação do ar) ocorre no 2º estágio de resfriamento e é controlado primariamente por um transmissor de TPO (Temperatura de Ponto de Orvalho), destinado a manter constante a umidade específica a jusante das serpentinas, controlando a vazão de sua respectiva válvula de água gelada durante condições de verão e/ou controlando a potência do conversor de potência do umidificador em condições de inverno.
Ocorrendo carga térmica sensível interna elevada independentemente de estar satisfeita TPO ajustada no sistema, um transmissor adicional de TBS (Temperatura de Bulbo Seco) e UR (Umidade Relativa) instalado no duto de exaustão do ambiente assume o controle da vazão de água gelada, promovendo resfriamento sensível adicional para garantir o controle das condições internas de cada área de manipulação.
Em condições de baixa carga térmica sensível interna e/ou ar exterior de inverno (com baixa temperatura), o transmissor de temperatura dos ambientes também controla a vazão de água quente circulando na serpentina de reaquecimento, garantindo controle das condições internas ao longo de todo o ano.
Adicionalmente, o transmissor de temperatura e umidade relativa também monitora o nível de CO2 do ambiente, gerando alarme visual e sonoro de evasão, para os colaboradores, através de uma IHM (Interface Homem-Máquina) instalada em cada sala de processamento, e que também fornece informações oriundas de sensores de pressão diferencial instalados nos ambientes e vestiários, além de dados e alarmes relativos à operação dos respectivos air handlers, CSBs e exaustores, juntamente com as TBS, UR e nível de oxigênio, fornecido por sensor de O2 localizados sobre as bancadas de trabalho dos ambientes.
A integração de sensores-transmissores de múltiplas funções: TBS+UR e TBS+UR+CO2, juntamente com a adoção de sinais de comunicação em rede, nos permitiu otimizar significativamente o número de dispositivos e sua infraestrutura necessária, ao mesmo tempo que garantíamos a confiabilidade dos valores medidos/transmitidos/recebidos, pois estes não sofrem interferência ou degradação através do cabeamento.
Para promover manutenção preditiva e garantir disponibilidade máxima dos equipamentos de AVAC (Aquecimento, Ventilação e Ar-Condicionado), também são efetuados monitoramentos dos diferenciais de pressão de cada estágio de filtragem dos air handlers e exaustores, bem como em cada serpentina de resfriamento, além de mantermos constante as vazões volumétricas de ar em cada um dos motoventiladores, utilizando seus próprios os bocais de admissão de ar como medidores de vazão.
Para isso adotamos sensores/transmissores/indicadores da marca Belimo® dotados de dupla sonda de pressão diferencial por instrumento, com faixas de operação independentemente ajustáveis e comunicação em rede, o que permitiu obter uma redução adicional na quantidade de sensores, padronização de dispositivos, alta confiabilidade e leitura direta dos diferenciais, facilitando as inspeções do time de manutenção.
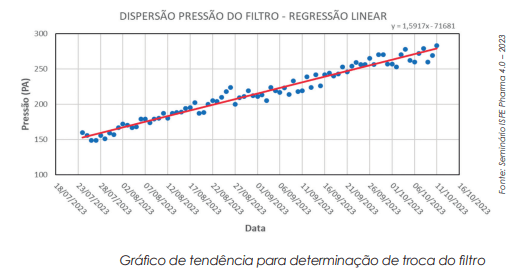
Por meio de regressão linear baseada nos dados coletados pelos sensores, é possível a predição da data de troca dos filtros, conforme verificado no gráfico abaixo, elaborado com as informações coletadas dos dispositivos de filtragem dos sistemas:
Para garantir a contenção por gradientes de pressão, adotamos sensores/transmissores/indicadores da marca Belimo®, modelo 22ADP-55QB, com faixas de ajustes para menores pressões, maior exatidão e dotados de microválvula de solenóide para zeragem periódica automática, além de display e comunicação em rede, como os demais instrumentos.
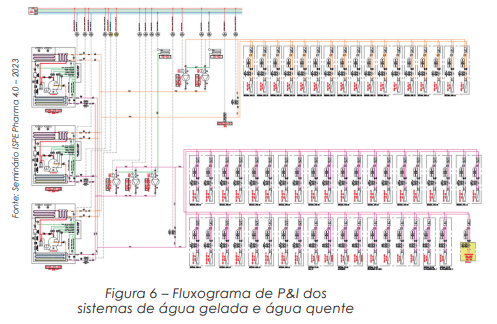
Como cada um dos sistemas pode operar em diferentes estágios de processamento, produzindo diferentes cargas térmicas internas, ocorrerá grande variação nas demandas de água gelada e quente de cada sistema, independentemente de estes possuírem as mesmas vazões e capacidades frigorígenas e caloríficas.
Sozinhas, essas variações frequentes e completamente aleatórias, causariam flutuações na pressão do suprimento de água gelada / quente em cada ponto de consumo e somado a isso, existem consumidores de água gelada para processo, cuja operação demanda grandes vazões e que ocorrem sem qualquer previsibilidade.
Por essa razão, o sistema demandava válvulas que pudessem operar independentemente da pressão de suprimento e que impedissem flutuações caso as condições de suprimento variassem, atuando antes que as condições internas variassem.
Adicionalmente, uma vez que o sistema de AVAC sozinho seria responsável por ~65% de toda a demanda energética do prédio, cada possível redução de seu consumo se torna de grande importância.
Por essa razão, adotamos válvulas de controle independentes de pressão da marca Belimo®, modelo epivTM, dotadas de medição de vazão e com algoritmo de controle interno para garantir que sua vazão não variasse, sem que o sinal de controle assim o solicitasse e, ao mesmo tempo, provesse dados de consumo individual para serem utilizados em um algoritmo do tipo “Hartmann Loop”, que permitisse às motobombas preverem a vazão requerida pelo sistema com base em sua curva de tendência de consumo, evitando impor pressão constante, o que causaria excesso de vazão a ser desviada por uma válvula de by pass, reduzindo a eficiência energética do sistema.
Com o emprego de motobombas verticais de fabricação Armstrong®, série DE, do de construção vertical, tipo in line, diretamente acopladas aos motores por luvas rígidas e dotadas de inversores de frequência integrados aos motores, dispositivos para medição de vibração e interface de comunicação “web”, bem como múltiplos chillers (2 efetivos e 1 reserva) de fabricação Daikin®, dotados de compressores parafuso de velocidade variável (inverter), além de recuperadores de calor para aquecimento de água e motoventiladores para condensação à ar, também com velocidade variável, tecnologia “rapid restart” (que permite aos chillers rápida retomada da carga após falhas de energia), evaporador com capacidade de operação com vazão de água variando de 50 a 100% da condição de projeto, selecionados com rendimento do tipo premium, também conectados à automação local e, através da web, aos sistemas de monitoramento dos próprios fabricantes, tanto das motobombas, quanto dos chillers, conseguiremos garantir rendimento elevado nos suprimentos de água gelada e quente ao longo de toda a vida útil dos equipamentos.
Essa estratégia nos permitiu utilizar sistemas de suprimento de água gelada e quente do tipo “primário variável”, reduzindo o número de motobombas, que, associados ao algoritmo Hartmann Loop, conseguem garantir o suprimento de água requerido a cada instante, com a menor demanda energética possível.
Ao adotarmos o controle da demanda de água gelada em função, primariamente da umidade específica requerida na insuflação em série com a condição de temperatura do ambiente controlado, também garantimos que ocorra apenas o resfriamento efetivamente requerido por cada processo, evitando que ocorra excesso de resfriamento, sucedido por reaquecimento, como ocorreria em sistemas controlados exclusivamente pela condição do ar no ambiente ou em seu retorno / exaustão.
Sendo os chillers e motobombas, equipamentos cruciais para a correta operação dos sistemas e, dadas suas condições de operação, também os equipamentos mais suscetíveis a desgastes e com maior necessidade de tempo para reparo, previmos no edital de aquisição que seus fabricantes fornecessem garantia estendida de 5 anos, incluindo todos as peças de reposição e serviços necessários para reparos (exceto manutenções preventivas), além de monitoramento remoto através da “nuvem”.
Por representarem custos razoavelmente elevados e considerando-se que desde a partida até o final da validação dos processos de fabricação e sua efetiva liberação para produção pode se passar um longo período sem qualquer retorno financeiro das instalações (no caso em questão: dois anos ou mais), também foram contratados os serviços de manutenção preventiva e peças de reposição de todos os componentes da instalação para os primeiros 5 anos de operação, além de serviços de partida assistida e suporte da VSC (Validação de Sistemas Computadorizados) pelos 4 primeiros meses após a partida, de forma que os custos operacionais iniciais, enquanto os sistemas são validados, impactassem o mínimo possível nas despesas do restante da planta produtiva, visto que não existem receitas para abarca-los.
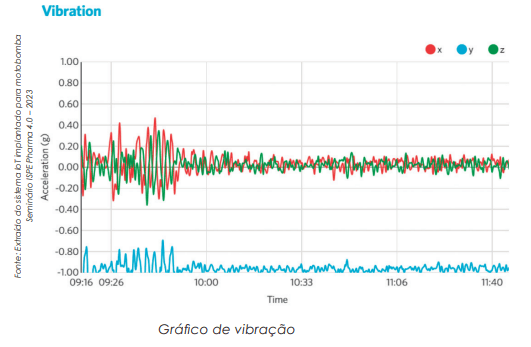
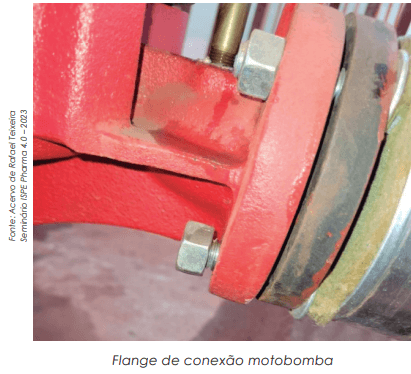
Desta forma, o sistema de monitoramento das motobombas foi capaz de detectar e alarmar um aumento anormal de vibração, como vemos no gráfico, o qual permitiu ao time de utilidades verificar em campo que um parafuso do flange de conexão havia se soltado e efetuar um reparo rápido e assertivo, antes que houvesse perda de fluido nas tubulações ou danos ao equipamento.
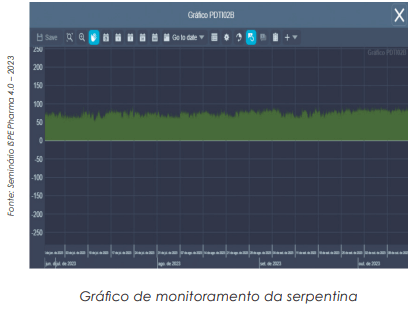
Como as serpentinas se encontram protegidas por filtragem grossa sucedida de fina e irradiação UVC, suas necessidades de manutenção (limpeza) se tornaram muito baixas, como vemos no gráfico a seguir, e tendo suas vazões de ar e água monitoradas, além de seus diferencias de pressão, será possível manter desempenho máximo, ao longo do maior tempo possível, além de permitir monitoração remota do estado de saturação e gráficos de tendência para determinação antecipada das necessidades de manutenção, o que poderá ser planejado com razoável antecedência.
Todos os motoventiladores dos air handlers, CSBs e sistemas de exaustão são controlados por inversores de frequência da marca Weg® e as resistências dos umidificadores elétricos são controladas por conversores de potência da marca Therma®, todos dotados de interfaces de comunicação em rede, de forma a possibilitar a leitura de diversas variáveis, tais como tensão, corrente, percentagem da carga, resistividade (no caso das resistências), falhas dos mais variados tipos, aumentado as ferramentas de diagnóstico e previsão de falhas.
Para gerenciar os dados obtidos dos inúmeros instrumentos, utilizá-los para operar os diversos inversores de frequência, conversores de potência e válvulas, foram adotados CLPs - Controladores Lógicos Programáveis e software de supervisão da marca Schneider® EcoStruxure™ Building Operation, com gerenciadoras independentes para cada sistema, dotadas de algoritmos compatíveis com 21cfr Part 11, os quais permitem efetuar registro inviolável, além de gerar gráficos de monitoração e prover interface gráfica para gerenciamento e manutenção com possibilidade de conexão à web, permitindo gerenciamento remoto seguro dos equipamentos.
A empresa Viridi Technologies foi encarregada de efetuar a integração de todos os instrumentos e componentes da automação, tanto relativos ao HVAC, quanto aos sistemas de controle de acesso, dotados de reconhecimento facial por câmara para abertura e intertravamento das portas (operando em conjunto com o HVAC para garantir a manutenção dos gradientes de pressão), detecção e alarme de incêndios (também integrado ao HVAC para evitar suprimento de comburente ao triângulo do fogo), CFTV e lógica de rede (sendo instalados +20km de cabos CAT6A LSZH, distribuídos para 200 pontos de acesso certificados), projetando e instalando toda a infraestrutura e cabeamentos, além de efetuar as programações dos CLPs e do software de supervisão, controle de acesso e SDAI e CFTV.
Após a instalação de todos os instrumentos, a empresa Mercato® efetuou sua calibração no local de sua instalação, garantindo a máxima confiabilidade para cada uma das variáveis medidas, uma vez que os instrumentos foram testados com suas fontes de alimentação definitivas e quaisquer danos ocorridos durante transporte ou montagem não mais afetariam os valores aferidos.
O dimensionamento adequado dos motoventiladores, com ao menos 10% de folga em sua rotação e considerando diferencial de pressão para a saturação simultânea de todos os filtros, conseguiu promover condições de partida com rotações iniciais razoavelmente baixas, aumentando a vida útil dos rolamentos dos motores, que também operam com correntes bem abaixo da nominal, ao longo da maior parte de sua operação, conferindo grande vida útil aos equipamentos.
Com o uso intensivo de automação para monitoração dos sistemas, associado a CLPs dedicados a cada air handler, adotando periféricos se comunicando em rede serial (cujos dados reportados dispensam ajustes de variações devidas às impedâncias dos cabos, reduzindo as incertezas), além dos algoritmos que visam obter o máximo rendimento energético da instalação e com recursos que permitem a monitoração à distância em tempo real, foi possível a obtenção de um sistema completamente compatível com indústria 4.0 e que garante baixas necessidades de manutenção, com grande previsibilidade e operando em seu máximo rendimento possível ao longo de todo o range de variação preconizado no projeto.
| “Nenhum plano de batalha resiste ao contato com o inimigo” Helmuth Karl Bernhard Graf von Moltke Embora a comunicação em rede dos diversos instrumentos e dispositivos realmente ofereça inúmeras vantagens, a dificuldade de obtenção de dispositivos eletrônicos durante a pandemia impossibilitou a execução de ensaios da rede em laboratório, portanto, não foi possível detectar em tempo hábil o conflito de dados entre os conversores de potência e o restante dos dispositivos, o que causa alguma instabilidade eventual aos sistemas. Recomendamos a utilização de interfaces de rede separadas para instrumentos e atuadores, dos conversores de potência. Os inversores de frequência utilizados, da marca Weg®, não apresentaram quaisquer dificuldades em operar juntamente com os demais instrumentos e atuadores, porém, também recomendamos sua instalação de uma interface de comunicação separada, devido ao grande número de variáveis transmitidas. Se possível, deve-se utilizar interfaces de rede padrão Ethernet®, conectando os inversores através de switches gerenciáveis. |
4. Escolha dos fornecedores
A nada fácil tarefa de se desenvolverem fornecedores para cada equipamento e dispositivo empregado no projeto, associada a uma ampla e necessária concorrência, para garantir a obtenção do melhor custo-benefício para o projeto, sem renunciar a nenhum requisito técnico, só foi possível por meio de uma parceria franca e aberta com o cliente e apoiada desde o início do projeto por sua diretoria e responsáveis técnicos, envolvendo os usuários, o time de manutenção e garantia da qualidade e discutindo aspectos desde a limpeza e sanitização periódica, até a periodicidade de manutenção e vida útil dos componentes, homogeneizando conhecimentos e formando um time multitarefas coeso, com foco e objetivos comuns.
Isso permitiu incluir extensões de garantia oferecidas pelos fabricantes com custos surpreendentemente baixos, ao lhes disponibilizarmos ferramentas para monitoramento remoto.
Também exigiu intensa pesquisa e qualificação de fornecedores, incluindo suas expertises ao longo do projeto, para prover soluções adequadas, acessíveis, de fácil manutenção e com vida útil adequada às necessidades do projeto, além do provimento de informações relativas ao MTBF que nos permitiu definir claramente as necessidades de spare parts, sem onerarmos significativamente o projeto.
Feitas as devidas e detalhadas especificações para aquisição dos equipamentos, componentes, materiais e mão-de-obra necessária, efetuamos um processo de concorrência amplo, com adequada divulgação ao mercado e chamando diretamente os principais players de cada parte da contração, grande parte dos quais já qualificada ao longo da elaboração do projeto e com bom conhecimento de seus requisitos.
Findada a concorrência, nosso time reuniu-se com a engenharia do cliente e, com base em listas de verificação quanto ao atendimento das especificações do projeto, foi efetuada uma detalhada conferência do escopo ofertado pelos proponentes e pontuado o percentual de conformidade de cada fornecedor, além da comparação entre as tecnologias ofertadas e as não-conformidades.
Isso foi determinante na escolha e contratação da empresa de montagem, pois permitiu verificar que, embora houvessem propostas com valores menores, nenhuma destas estava cumprindo integralmente as especificações do edital, se valendo de inúmeros artifícios para apresentares custos mais atraentes, mediante a modificação não autorizada do escopo e redução da qualidade das instalações.
5. Acompanhamento das montagens
Contratados os fornecedores, seguiu-se a etapa de orientação e acompanhamento das montagens, incluindo o esclarecimento de dúvidas finais dos fornecedores e a solução de interferências entre as diversas atividades, as quais foram bem poucas, uma vez que elaboramos todos os projetos em BIM, definindo o lay out interno da planta, a arquitetura e soluções relativas à estrutura do edifício, além de orientarmos os projetos de divisórias, forro, iluminação, distribuição de utilidades, energia e efluentes do edifício.
O maior desafio se deveu ao fato de o projeto ocorrer durante o período da pandemia, o que dificultou a obtenção de componentes eletrônicos, comodities metálicas e o transporte de itens importados, dificultando o cumprimento dos cronogramas de entrega.
Mesmo assim, dada a ampla integração do projeto, à escolha dos materiais apropriados e emprego de mão-de-obra devidamente qualificada, capacitada e habilitada, todos contratados através da empresa Climapress, responsável pelo fornecimento e instalação das redes de dutos, hidráulicas, elétricas de potência e automação, quadros elétricos, além da montagem dos air handlers, exaustores, motobombas, chillers e sistemas de filtragem, juntamente com a empresa Asmontec, responsável pelo fornecimento e montagem da arquitetura de salas limpas e mobiliário, incluindo divisórias, forro, piso, shafts de utilidades e exaustão e pass throughs, iluminação e tomadas de uso geral e a empresa responsável pelo fornecimento e montagem das redes elétricas de força, subestação e grupos geradores, da entrega da superestrutura e respectivas lajes ao início dos testes de comissionamento e qualificações de instalação, operação e desempenho do HVAC, efetuadas pela empresa LWN Engenharia, decorreram menos de 12 meses para início da operação do sistema, incluindo modificações de lay out impostas pelo financiador do projeto e a substituição de alguns poucos componentes que apresentaram falhas, bem como a instalação de equipamentos de processo, que ocorreram concomitantemente com as montagens do HVAC.
6. Conclusões
Ao participarmos diretamente da coordenação global de todo o projeto, orientando e operando diretamente em conjunto com a engenharia do cliente final, foi possível planejarmos a arquitetura do edifício totalmente integrada às diversas utilidades necessárias aos processos, garantindo espaços e meios de acesso adequados para instalação e manutenção de todos os componentes da instalação.
Sistemas de missão crítica como os preconizados pelo projeto, demandam uma visão muito mais abrangente do que a separação por utilidade é capaz de produzir.
Não basta a contratação de um projeto em regime turn-key, sem que haja uma gestão centralizada, clara e objetiva, com domínio suficiente das atividades de cada utilidade envolvida, em especial, as disciplinas de arquitetura, construção civil e AVAC, devido à enorme interferência que ocorre entre as redes e dispositivos dessas áreas, requerendo frequentes ajustes e revisões para se alcançarem todos os objetivos com bom resultado e custos controlados.
Sem espaço suficiente e adequado no entreforro para instalação de dutos e demais utilidades, embora, em alguns casos, seja possível se concluírem as instalações, a manutibilidade ficaria comprometida, o que, em se tratando de salas limpas biocontidas, pode significar a não reprodutibilidade das condições qualificadas ao longo do ciclo de vida do projeto.
Igualmente, ao planejarmos a modulação do forro, pudemos definir a localização de suas juntas e sustentações, bem como as luminárias, filtragem HEPA terminal e estrutura auxiliar para sua sustentação, garantindo boa integração entre os diversos componentes e eliminando interferências.
Não menos importante, o próprio arranjo interno de equipamentos das salas afeta o escoamento do ar ao longo das mesmas, podendo produzir “ilhas de calor” ou “zonas mortas” (com vórtices ou baixa circulação de ar de diluição).
Além disso, deve-se manter o foco, desde o início do projeto, nos requisitos de manutibilidade e reprodutibilidade das condições qualificadas durante a partida, portanto, o projeto deve ser “amigável” para seus usuários e equipes de manutenção, contando com ferramentas que permitam analisar tendências e auxiliem na execução de manutenção de forma preditiva, para que o processo produtivo seja o mais estáveis possível.
7. Agradecimentos
Agradeço a toda a equipe de doutores pesquisadores, administradores, mantenedores, garantia da qualidade e engenharia do cliente, bem como a todas as equipes de engenharia das demais utilidades e das empresas instaladoras das diversas utilidades e, principalmente, às empresas responsáveis pelas instalações de VACR, pois, sem o profundo conhecimento e comprometimento de todas, não seria possível a conclusão e entrega das instalações, totalmente comissionadas e operacionais, em tempo tão curto e com pleno atendimento do desempenho projetado.
Em especial, agradeço ao Dr. Renato Luiz Guerino Cunha (responsável pelo desenvolvimento do processo) e ao eng. Daniel Cantarella de Pádua Rodrigues (head do projeto), por seu inesgotável apoio durante todo o desenvolvimento, execução e qualificação do projeto.
|
J. Fernando B. Britto |
Referências bibliográficas
- Associação Brasileira De Normas Técnicas. NBR-16101 2012 – Filtros para partículas em suspensão no ar – Determinação da eficiência para filtros grossos, médios e finos
- Associação Brasileira De Normas Técnicas. NBR ISO 29463 – Filtros e meios filtrantes de alta eficiência para remoção de partículas ar - Parte 1: Classificação, ensaio de desempenho e identificação
- Associação Brasileira De Normas Técnicas.NBR-16401 2008 – Instalações de ar-condicionado – Sistemas centrais e unitários – Parte 1: Projetos das Instalações
- Associação Brasileira De Normas Técnicas. NBR-16401 2008 – Instalações de ar-condicionado – Sistemas centrais e unitários – Parte 2: Parâmetros de Conforto Térmico
- Associação Brasileira De Normas Técnicas. NBR-16401 2008 – Instalações de ar-condicionado – Sistemas centrais e unitários – Parte 3: Qualidade do ar interior
- Associação Brasileira De Normas Técnicas. NBR ISO 14644 2015 – Salas limpas e ambientes controlados associados - Parte 1: Classificação de limpeza do ar pela concentração de partículas
- Associação Brasileira De Normas Técnicas. NBR ISO 14644 2004 – Salas limpas e ambientes controlados associados - Parte 4: Projeto, construção e partida
- American Society of Heating, Refrigeration and Air-Conditioning Engineers. 2019 Fundamentals Handbook
- Sheet Metal and Air-Conditioning Contractors National Association. HVAC Systems Duct Design (1990)
- Heating and Ventilation Contractors Association. DW-143 – A practical guide to ductwork leakage testing (1983)
- Agência Nacional de Vigilância Sanitária. RDC-301: 2019 – Diretrizes Gerais de Boas Práticas de Fabricação de Medicamentos.
- Agência Nacional de Vigilância Sanitária. IN 36: 2019 – Boas Práticas de Fabricação complementares a Medicamentos Estéreis.
- Agência Nacional de Vigilância Sanitária. RDC-214: 2018 – Boas Práticas de Manipulação de Medicamentos para Uso Humano em farmácias
- ANVISA. Guia da Qualidade para Sistemas de Tratamento de Ar e Monitoramento Ambiental na Indústria Farmacêutica.
- Ministério da Saúde. Diretrizes Gerais para Contenção de Agentes Biológicos 2006
- Presidência da República – Casa Civil. Lei 11.105 de 2005 – Normas de segurança e mecanismos de fiscalização de atividades que envolvam organismos geneticamente modificados – OGM e seus derivados.
- Comissão Técnica Nacional de Biossegurança – CTNBio. Resolução 18 – 2018 –Classificação de riscos de Organismos Geneticamente Modificados (OGM) e os níveis de biossegurança a serem aplicados nas atividades e projetos com OGM e seus derivados em contenção.
- ANSI NSF-49 2008 – Biosafety Cabinetry: Design, Construction, Performance and Field Certification



